

ボルトの「カジリ」と呼ばれる現象は、単なる締めすぎや潤滑不足だけが原因ではありません。
材質の組み合わせや表面の状態によって、起きやすい/起きにくいがハッキリ分かれる現象です。
では、なぜそんな差が生まれるのか?
その答えは、金属同士の“見えない接触”にあります。
まずは、カジリがどのようにして起こるのか、そのメカニズムを見ていきましょう。

かじりのメカニズム
ボルトを締めていくと…
① ねじ面同士が強く押し付けられる
② 表面の酸化膜が破れる
③ 金属同士が “むき出し” で接触
④ 局所的にくっつく
⑤ 回すことでその結合が引きちぎられる
⑥ ちぎれた金属が相手側に移着
⑦ 表面が荒れて、さらに引っかかる
⑧ 最終的にロック(カジリ)
実はこれ、 凝着摩耗 と呼ばれる現象なんです。
カジリは金属同士が結合し、結合部が壊れるプロセスなんです。
同材ほどヤバイ!!
おねじ、めねじが同じ材料のときほど凝着率は高い。
つまりカジリやすい組合せということです。
共通材料の場合、原子レベルで “相性の完全一致” が起こります。
そのため、表面の酸化被膜がやぶれた瞬間に一体化(凝着)するリスクが高まるわけです。
👇最悪組合せランキング👇
| 第1位 | ステンボルト × ステンナット | 危険度MAX !!! |
| 第2位 | チタンボルト × チタンナット | 超危険!! |
| 第3位 | ステンボルト × チタンナット | かなり危険! |
| チタンボルト × ステンナット | 同材じゃなくても普通にカジる | |
| 第5位 | アルミボルト × アルミナット | 条件次第で普通にカジる |
| 第6位 | チタンボルト × アルミナット | アルミは柔らかくて移着しやすい |
| アルミボルト × チタンナット | チタンが相手だと“持っていかれる” | |
| 第8位 | ステンボルト × アルミナット | 注意レベル |
| アルミボルト × ステンナット | 比較的マシだけど… | |
| 第10位 | 鉄ボルト × ステンナット | そこそこ安定 |
| ステンボルト × 鉄ナット | 鉄側の酸化膜が効いてくる | |
| 第12位 | 鉄ボルト × 鉄ナット | 安定より |
| 第13位 | 鉄ボルト × アルミナット | かなり良好 |
| アルミボルト × 鉄ナット | トラブルほぼなし |
材質を変えれば、凝着率は下がる傾向にあります。
とはいえ、違えば何でもいいというわけではない。
今度は、異種金属接触腐食という別のリスクが生じるからです。
異種金属接触腐食についてはこちらで紹介しております👇

転造のチタンボルトはかじらない!?
チタンは、凝着が起こりやすい材質です。
カジリ易い性質であることは間違いありません。
ただし、これは理論上の話。
製造側から言わせると「転造で丁寧につくられたチタンボルトはほとんどカジリません」
少なくとも弊社の製品でカジった報告はありません。
鉄やステンレスの市販ボルトのほうがよっぽどカジリます。
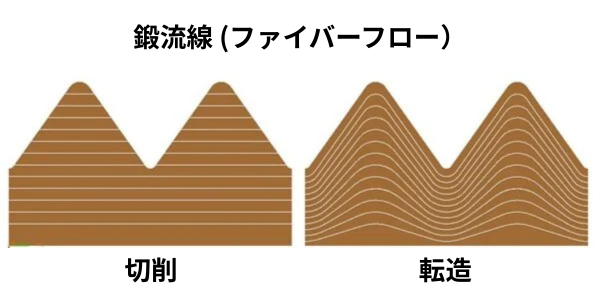
転造によって、ネジ山に沿ったファイバーフローが作られます。
このように金属組織が形状に沿うことで強さと耐久性が向上します。
さらに塑性変形の加工硬化も加わります。
その結果、切削ネジの1.2~2倍の強さになります。
また、チタンは高価な材料であるため、鉄やステンレスのような雑な扱いはされません。
1本づつ丁寧に仕上げられます。
滑らかな精度の高い表面状態が、凝着の起点となる微細な引っかかりを減らします。
結果としてカジリの発生率を大きく抑えるんです。
ボルトは仕上がり次第でカジらなくなる。
これが、製造側のリアルな答えです。









